
文章导航:
co2气体保护药芯焊丝焊接性能如何?
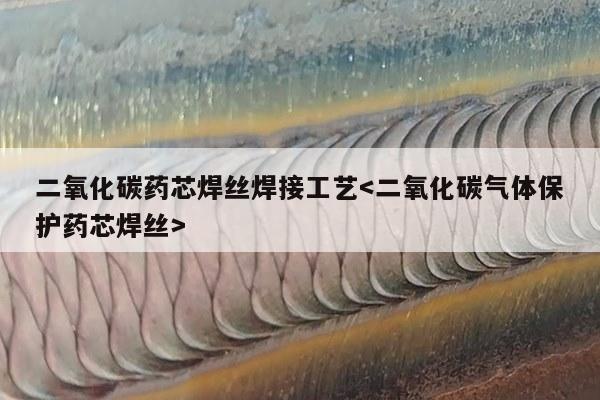
1、jq.yj501-1为氧化钛型co2气体保护药芯焊丝,焊接工艺性能优良,电弧柔和稳定,飞溅小,脱渣容易,焊缝成型美观。适用于平焊和横焊,可进行全位置焊接,焊接效率高。
2、工艺性能好,焊缝成形美观 采用气渣联合保护,获得良好成形。加入稳弧剂使电弧稳定,熔滴过渡均匀。
3、(4)焊缝抗裂性能高。焊缝低氢且含氮量也较少。(5)焊后变形较小。角变形为千分之五,不平度只有千分之三。(6)焊接飞溅小。当采用超低碳合金焊丝或药芯焊丝,或在CO2中加入Ar,都可以降低焊接飞溅。
4、焊接速度:二氧化碳气体保护焊由于焊丝送进自动化,电流密度大,热量集中,所以焊接速度快,生产效率高,与电弧焊相比工作效率可提高2-5倍。
5、(1)工艺性能好,焊缝成形美观 采用气渣联合保护,获得良好成形。加入稳弧剂使电弧稳定,熔滴过渡均匀。
 ">
">
二氧化碳焊机用药芯焊丝,是不是可以不用二氧化碳气体了?
1、二保焊焊机,支持 自保焊功能,使用自保焊专用药芯焊丝,可以不使用气体保护。
2、二氧化碳焊机用药芯焊丝有的是不带免保护功能的,就需要用二氧化碳气体保护。
3、\x0d\x0a二保焊药芯气保焊丝,必须使用气体(二氧化碳气体CO2焊,或氩气+活性气体MAG焊)保护才可以焊接。采用直流反接(地线夹接负极_,焊枪接正极_)极性施焊。
二保焊药芯焊丝怎么焊
1、在电流一定情况下,电压和送丝速度应反向调节。若焊丝是ф2;则电压为18V,送丝速度为60CM/MIN,一般调机只动电压。焊接在焊接电流一定时送丝速度越快则焊接深度越小,焊接电压越大则焊接深度也越小。
2、药芯焊丝通常采用右向焊法,类似于焊条电弧焊。左向焊法在坡口角度比较小或坡口比较深时会造成夹渣等缺陷。
3、电流应事先在试弧板上调整好,不可直接在试板上调整试焊。焊接时采用左焊法。采用药芯焊丝进行单面焊双面成形比采用实芯焊丝进行单面焊双面成形困难,但采用药芯焊丝单面焊双面成形,焊缝背面光滑,成形美观。
4、左向焊。也就是 推着焊。气保焊基本都不采用右向焊。这样可以给焊缝预热,焊丝始终在熔池内熔化。飞溅小。这个没有固定的手法限制,拉焊和推焊都可以,只要方便操作,能焊出合格的焊缝就行。
5、锯齿形法 焊接过程中,焊丝末端在向前移动的同时,连续在横向做锯齿形摆动,末端摆动到焊缝两侧应稍停片刻,防止焊缝出现咬边缺陷。 横向摆动主要是为了控制焊接熔化金属的流动和得到必要的焊缝宽度,以获得较好的焊缝成形。
6、垂直或倾斜位置开坡口的接头必须从下向上焊接,对不开坡口的薄板对接和立角焊可采用向下焊接;平、横、仰对接接头可采用左向焊接法。室外作业在风速大于1m/s时,应采用防风措施。
关于二氧化碳气体保护药芯焊丝和二氧化碳药芯焊丝焊接工艺的介绍到此就结束了,感谢阅读。







发表评论