
文章导航:
2X300型自动埋弧焊机的主要特点有哪些?
埋弧焊的主要优点有以下几个方面:(1) 所用的焊接电流大,相应输入功率较大。加上焊剂和熔渣的隔热作用,热效率较高,熔深大。工件的坡口可较小,减少了填充金属量。单丝埋弧焊在工件不开坡口的情况下,一次可熔透20mm。
当采用直流正接(焊丝接负极)时,焊丝的熔敷率最高;采用直流反接(焊丝接正极)时,焊缝熔深最大。采用交流电源时,焊丝熔敷率及焊缝熔深介于直流正接和反接之间,而且电弧的磁偏吹最小。
焊接电流调节范围大,电流稳定,噪声小;设有双传动送丝功能,送丝力强;送丝速度和焊接速度可无级调节,保证焊接稳定;可直焊、环焊、角焊、对焊、搭接焊、及船状位置和角焊接。
特点:1)生产效率高。埋弧焊所用焊接电流大,相应电流密度也大,见表4-1。同时,焊剂和熔渣具有隔热作用,电弧的熔透能力和焊丝的熔敷速度都大大提高。
埋弧焊的显著特点是高效自动化作业有两种。工作原理 焊接电弧在焊丝与工件之间燃烧,电弧热将焊丝端部及电弧附近的母材和焊剂熔化。熔化的金属形成熔池,熔融的焊剂成为溶渣。熔池受熔渣和焊剂蒸汽的保护,不与空气接触。
埋弧自动焊与焊条电弧焊相比具有以下特点:生产效率高;焊缝质量好;劳动强度低,;劳动条件好;节省材料和电能。应用范围:埋弧自动焊适用于中厚板的平焊(含转动焊)、角平焊和横焊。
埋弧焊机有什么特别的吗?
1、埋弧焊可以细分为含埋弧堆焊及电渣堆焊等,不过简单的来说,就是一种电弧在焊剂层下燃烧进行焊接的方法。
2、高效率:双头设计可以同时进行两个焊缝的堆焊,大大提高了工作效率,节约了时间和人力成本。 高质量:埋弧自动堆焊技术可以实现高质量的焊接,焊缝牢固且密封性好,能够满足锅炉环缝的要求。
3、焊缝质量高:熔渣隔绝空气的保护效果好,焊接参数可以通过自动调节保持稳定,对焊工技术水平要求不高,焊缝成分稳定,机械性能比较好。劳动条件好:除了减轻手工焊操作的劳动强度外,它没有弧光辐射,这是埋弧焊的独特优点。
 ">
">
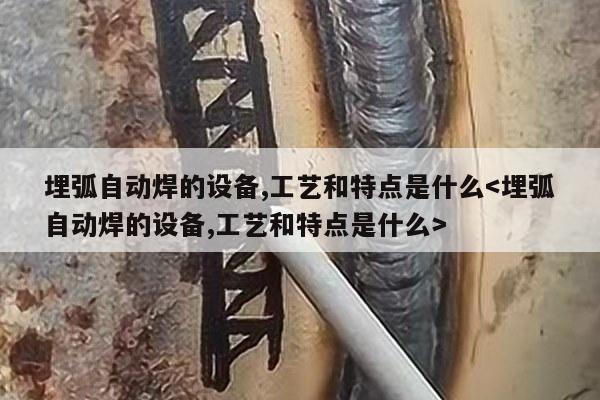
埋弧自动焊接
确保焊接质量。加起弧板和熄弧板还可以控制电流大小和稳定性,以确保焊缝的质量和稳定性,通过调整加起弧板和熄弧板的位置、时间和电流大小等参数,可以实现最佳的焊接效果。
定义不同:手工电弧焊 简称手弧焊,是以手工操作的焊条和被焊接的工件做为两个电极,利用焊条与焊件之间的电弧热量熔化金属进行焊接的方法。
埋弧焊是电弧在焊剂保护层下进行燃烧焊接的一种焊接方法。埋弧焊时电弧是在一层颗粒状的可熔化焊剂覆盖下燃烧,电弧光不外露。电弧被焊剂覆盖与空气隔离,焊接时没有弧光辐射,减轻对操作者身体的伤害。埋弧焊由此得名。
埋弧自动焊与手工电弧焊相比,具有什么特点?
埋弧自动焊与焊条电弧焊相比具有以下特点:生产效率高;焊缝质量好;劳动强度低,;劳动条件好;节省材料和电能。应用范围:埋弧自动焊适用于中厚板的平焊(含转动焊)、角平焊和横焊。
特点不同:手工电弧焊 ①设备简单。②操作灵活方便。③能进行全位置焊接适合焊接多种材料。④不足之处是生产效率低劳动强度大。埋弧自动焊 ①生产率较高。②质量高,焊缝成型美观。③劳动条件改善。
自动埋弧焊;电流较手弧焊高,焊丝较焊条粗,速度快,效率高,易操作,不易产生气孔、焊道宽、熔深度高。
适用面广,可焊接各种焊接位置和直缝、环缝及各种曲线焊缝。尤其适用于操作不变的场合和短小焊缝的焊接;埋弧自动焊具有生产率高、焊缝质量好、劳动条件好等特点;气体保护焊具有保护效果好、电弧稳定、热量集中等特点。
焊条电弧焊与埋弧自动焊相比具有以下特点:(1)焊接线能量小,焊缝金属晶粒较细,焊接接头力学性能好。(2)操作方便、适应性强,适用于不同钢种、各种位置、各种结构的焊接。(3)设备简单,投资小。(4)生产效率低。
焊剂还可以向焊缝金属补充一些合金元素,提高焊缝金属的力学性能。(4) 在有风的环境中焊接时,埋弧焊的保护效果比其他电弧焊方法好。(5) 自动焊接时,焊接参数可通过自动调节保持稳定。
关于埋弧自动焊的设备,工艺和特点是什么和埋弧自动焊的设备,工艺和特点是什么的介绍到此就结束了,感谢阅读。







发表评论